The AIMS Group offers a vast and comprehensive range of Graphical and Carton boards to suit the majority of applications. To understand the most suitable product option for your project, please contact your local Aims member to discuss your requirements.
Creasing, Folding & Storage Guidelines
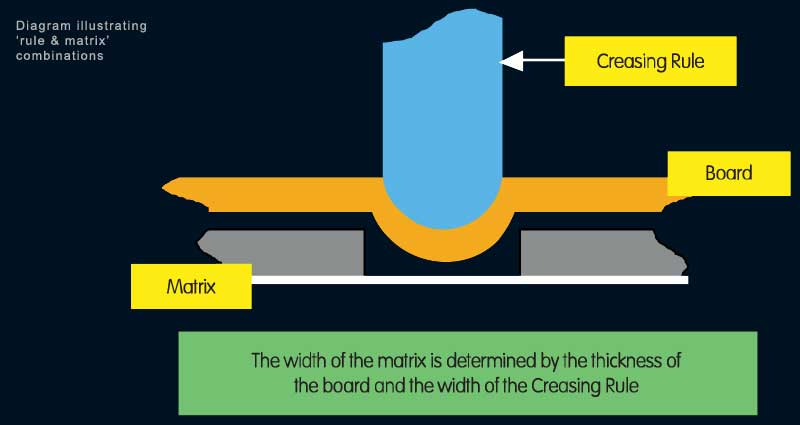
It is possible to achieve a very good crease on almost all graphical and carton boards, however, the way the crease is constructed is absolutely critical. For example; a major issue when folding any printed boards is the potential for cracking on the fold. When a board, especially one over 300 microns is folded, it is inevitable that the stress involved will rupture the board in some way: the ‘trick’ is to make sure the rupture occurs within the body of the board rather than at the surface. This can be achieved by pre-creasing the board and then folding around the bead created by the crease, ensuring the ‘bead’ is on the inside of the fold – in other words, always fold into the bead! Wherever possible, creases should be made parallel to the grain direction of the board, this is because creases across the grain tend to be more prone to surface cracking. Most mills recommend that flat-bed (i.e. platen-based) machines utilising a ‘rule & matrix system’ should be used to pre-crease boards (see diagram below).
Because of the wide variety of fibres used to produce the various grades of graphical and packaging boards, the stiffness, pliability and foldability of boards can vary signigicantly from one product to another. Therefore, it would be misleading to recommend a definitive set of ‘rule & matrix’ combinations. We always encourage a progressive series of brief trails to obtain the ideal combination for any given board. As a start point, broad guidelines will have been provided with your creasing machinery, and it is these that should be used in order to set up the initial trail of the first few sheets to enable you to begin the necessary tweaking to achiveve the ideal crease and fold for the job you are producing.